仓配环节2.0: 让仓库管理更智能
在“中国制造2025”等国家政策以及“工业4.0”和“工业互联网”时代浪潮的影响下,用户对物流仓储系统的追求,不再只局限于基本的仓储功能,更要求实现智能化控制和管理;同时,对于物流设备则不仅要满足生产所需的基本功能,更要对生产流程中的重要数据进行信息化处理。
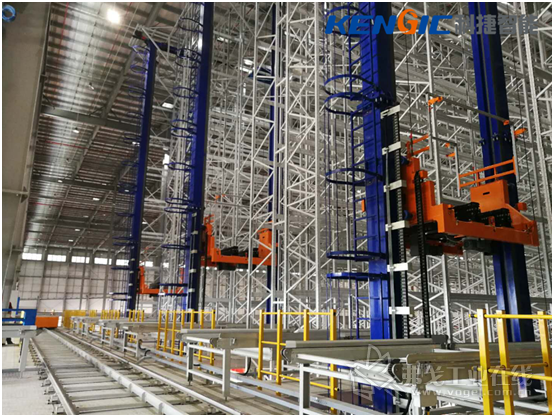
智能自动化立体仓库不仅能够充分提高空间利用率、降低存储成本和人员劳动强度、大大提高工作效率,而且更有利于科学管理和控制,既适用于流通业的大型配送中心,也适用于生产厂家自备的全自动原材料库、中转库或成品库,是提升物流配送存储作业效率的最重要因素之一。而堆垛机作为立体仓库的标志,是整个自动化立体仓库的核心设备,在诸如汽车制造、电子制造、医药配送、服装配送及食品加工等众多行业领域均有广泛应用。
2018年,科捷智能为索菲亚家居股份有限公司建造了一座约6000 ㎡的自动化立体仓库,场地位于湖北黄冈,整套立库系统满足了衣柜成品托盘的组盘入库,成品存储,发货出库等业务需求。项目包含11台堆垛机,高度约21 m,额定载重量为1500 kg/PLT,每台堆垛机行驶速度均可高达160 m/min,升降速度为40 m/min,货叉速度40 m/min,立库货架中共有8520个货位,是科捷智能助力家具行业智能制造转型升级的代表性项目。

此项目堆垛机采用独特的S型加速控制,优化了电机输出力矩,在实现流畅行走和货物存取的同时,大幅缩减了循环时间,帮助索菲亚提高了生产效率;主机采用自重量化设计,不仅减少了驱动电机容量,而且降低了电力消耗,更加节能环保;堆垛机与上位机之间采用了光通讯,而且安全滑触线供电装置采用的机械、电气双重保险设计,都让整个生产流程更加安全可靠;驱动、控制单元、主要电气件均采用世界知名主流品牌,保证了整机配置的先进性,模块化设计理念,使产品的通用性更高;设备完全实现了远程控制功能,作业时无须人工干预。另外,产品的历史记录跟踪功能,为故障原因分析、制定维修计划等可能出现的问题提供了可靠依据,更加便于维护检修;尤其值得一提的是,科捷智能在各个生产场所均设置了异常检测传感器,如货物重量超重保护、重复入库检测、货物尺寸检测、货物坍塌检测和货架上有无货物检测等,一旦出现异常,设备就会自动停止运行,保证了生产流程的绝对安全性。

该项目立体仓库的智能系统主要包括WMS/WCS系统。最上层的WMS系统负责仓储业务逻辑的处理,最下层则用于控制具体的物流设备如堆垛机等装置。WCS处于WMS与PLC之间,负责协调,调度底层设备,使之可按照程序设定执行仓储系统的业务流程。堆垛机基于WMS/WCS发送的任务信息就可以自动执行货物的位置搬运、设备空移等作业任务。
在此项目的实施中,科捷智能为索菲亚提供的堆垛机控制柜均采用HMI 操作界面,具有实用、美观、直观的特点,操作简单易学。当堆垛机处于联机自动控制方式时,无须人工干预,堆垛机便可自动按照控制计算机下达的指令运行。控制柜的触摸屏为可拆卸式,其接头采用航空插口可与堆垛机机载柜和地面操作台连接使用。面板上设有四种方式的选择开关和密码保护,由操作或维修专职人员进行操作。同时面板上设故障类别指示灯、显示窗和蜂鸣报警器且地面操作台位于每台堆垛机安全维护门前,保证了业务流程运作安全高效。
科捷智能作为自有核心设备与技术的专业集成商,可提供满足市场需要的存储、输送、分拣、AGV、机器人等硬件设备,同时结合WMS、WCS等软件系统,并将这些系统集成到科捷智能自主研发的SFP平台,根据不同行业的特性以及企业自身的经营特点和具体业务流程,为客户量身定制出最适合企业的智能化仓储解决方案。而堆垛机作为科捷智能的明星产品之一,在软件系统的配合下,基于用户需求,使用户的仓配环节更为流畅、仓库管理也更加智能。
热点文章
-

创新与服务并重 于大势中觅商机
2024-11-18
-

硬控全场目光!大福中国惊艳亮相CeMAT ASIA 2024
2024-11-15
-

米亚斯丨Miniload堆垛机实现变频器自动化通电测试仓储解决方案
2024-11-18
-

杭叉集团丨鹏成科技发布质保8年16000小时且剩余SOH不低于70%的叉车电池
2024-11-15
-

突破空间束缚 | 林德电动三向堆垛叉车赋能宝连通仓储升级
2024-11-21
-

更大设计自由度,德马格推出A22-V和A28-V加强型铝合金轨道系统
2024-11-18
-

“木牛流马”第二个独立运营品牌 “PALOTEL”托盘密集存储专家发布
2024-11-19
-
创新与服务并重 于大势中觅商机
尽管目前中国制造业大环境整体上还处于经济紧缩的状态,但品牌历史悠久的起重行业翘楚——科尼并没有迷失方向,而是把工作和规划做到前面,在低迷中寻找商机,在新行业中挖掘生机,无论产品销售还是工业服务都保持了良好的成长态势,这不仅得益于对市场环境的准确判断,也是对自身业务的良好布局。听科尼集团东北亚区总裁陈清波先生谈时局,聊创新,话低碳,看未来,不仅是一种工作分享,更是一种高价值的思维启迪。
作者:
-
2024进博会:林德车队管理系统
-
2024进博会:林德无人叉车
-
2024进博会:林德氢燃料电池系统叉车
-
北起院:顺大势 成大器
-
智慧仓储·高效物流:制造业物流的转型秘籍







评论
加载更多