食品冷链物流 从系统集成谈起
冷链物流产品之所以持续升温,一个重要原因就是人们对食品保鲜及食品安全的不断追求,对高品质的低温食品需求量日益增大,从而进一步促进了我国冷链物流业的迅速发展。发展先进的冷链物流技术,采用科学仓储、科学运输,不仅能够延长食品的保质期和销售期,更能为食品企业提高绩效,提升物流仓储水平以有力支持。
INTHER
语音解决方案助力食品冷链物流
不同于一般订单“先进先出”的顺序,食品冷链系统解决方案的订单处理顺序则为“先过期先出”
对于食品冷链,这一特殊的供应链系统,由于在冷库中,各个环节始终处于产品所必需的低温环境下,以便保证食品质量安全,减少损耗以及防止污染。因此,食品冷链系统解决方案与其他系统集成方案有很多不同的特点:一般订单是根据“先进先出(FIFO)”的顺序处理订单,而食品冷链系统解决方案是要结合“先过期先出(FEFO)”的顺序处理订单。
针对食品饮料行业的客户,英腾物流科技(上海)有限公司在为其提供解决方案的过程中会考虑到诸多因素,如配送时间、批次控制、回收、重量、定价、贴标、温度控制、追踪和查询、包装以及危害分析(HACCP)等。在食品冷链的应用中,英腾主推的解决方案包括语音解决方案和AS/RS。

英腾物流科技(上海)有限公司 总经理徐海栋
语音拣货系统是一个针对仓储和生产流程,基于语音识别程序而设计的无纸化系统。语音引导系统为仓库和工厂工作人员创造了一个“无需手控”的工作环境。不同于RF扫描技术的是,操作员可以把注意力完全集中在物料处理和其工作环境上,这将大大提高企业绩效、准确性和安全性。
根据英腾物流科技(上海)有限公司总经理徐海栋先生的介绍,英腾语音拣货系统伴随着SIR语音识别技术革新而产生。SIR,即非特定人语音识别技术,因此不需要对每个人员的声音进行培训,进而节省了宝贵的操作时间。SIR有各种语言版本,如中文、英语、西班牙语、德语、 法语、意大利语、波兰语以及芬兰语等。操作人员只需要带上耳机和麦克,系统就可以识别他的声音。除了SIR外,传统的SDR技术也是同样可用的。由于SDR要求操作人员进行早期的语音培训,则主要适用于有比较拗口的语言或者有很强口音的用户企业。而无论SDR或SIR系统,都可以同时在同一个系统中进行或者单独使用。英腾语音解决方案用户之一的美国哥伦布ODW配送中心的作业经理约翰也表示,“这是一个非常宽容的系统,任何新员工只要走进仓库,他(她)就可以立即开始工作”。

在AS/RS方面,英腾物流软件库(Inther LC)可以完全控制仓库管理系统(WMS)和仓库控制系统(WCS)。拣货可按照不同的计量单位进行实施:拣选数量或拣货重量。在发货之前,如果有些商品类别需要特别的价格标签,两个工作站可用来完成价格贴标。一旦贴标完成,系统可进一步继续处理无需贴标的订单。为了能够准确追踪查询周转箱,集成的喷墨打印机将对应客户信息打印至所有的周转箱两侧。
2008年,在销售持续增长,劳动力越来越昂贵的情况下,斯内尔曼(一家位于芬兰西海岸的肉联制品商,主要供应于北欧和俄罗斯,是芬兰第三大肉联制品商)内部管理团队决定与英腾建立合作伙伴关系。经过3个月的准备工作,9个月的安装调试以及3个月时间的系统上线,最终,英腾为其提供了至关重要的新的物流仓储体系——在一个装有12辆穿梭车的箱式自动存取系统中同时处理存储用和客户用周转箱。存储用周转箱可由穿梭车自动补货到整合的流利式货架。每辆穿梭车旁边安装有一个工作站,操作员可通过电子标签系统进行拣货。当客户用周转箱拣货完成,将临时存储到自动存取系统中。当一个或多个完整的出货托盘完成时,周转箱将自动从箱式系统中取出并且堆垛至托盘中。考虑到卸货便利,堆垛顺序是与货车的卸货顺序相反的。最后,托盘标签将自动生成。

从这一案例可以看出,由于采用了英腾AS/RS系统,斯内尔曼在仓储容量和订单增加的同时(10000个存储位置、3层不同高度的共1500m输送机系统),人力节省了40%,每日工作时间减少至8h。
英腾物流科技(上海)有限公司是荷兰一家国际领先的物流仓储系统集成商,目前在全球拥有5家全资子公司,分布在美国、德国、比利时、摩尔多瓦及中国。英腾可以根据客户内部物流及仓储的需求进行概念化设计和自动化项目实施。
SWISSLOG
创新拣选方案为低温作业解忧
FreezerPick冷冻拣选方案的核心是将货到人拣选设置在冷藏区,不仅拣选效率得到提高,也不必让工人长时间在低温环境下作业
如何能将繁重的拣选任务从冷冻环境转移到冷藏环境,同时也提高订单履行的效率;如何能够让处理冷冻产品并直接发货到门店的企业改善其运营状况;如何能够解决冷冻仓库中重复出现的人力、效率和质量等问题,瑞仕格(Swisslog)公司为应对这一特殊环境下处于当前和未来的挑战,特开发出一套最新的物料处理解决方案——FreezerPick冷冻拣选方案,其能够让包括零售企业、食品饮料制造企业、第三方物流企业以及医药企业在内的诸多企业从中受益。
FreezerPick冷冻拣选方案的设计理念,从各个方面节省运营成本,取得令人瞩目的投资回报,并改善工人的工作环境。瑞仕格英国销售总监同时也是FreezerPick方案的发起人之一,James Sharples先生表示:“瑞仕格非常了解冷冻行业客户的需求,客户完全可以信赖瑞仕格的专业经验,因为我们已经交付了超过50套冷冻解决方案,其中30套是最近10年内交付的。”
FreezerPick是瑞仕格在自动化物料处理系统开发领域的最新补充,提高了公司在完整项目周期从设计、实施到维护的整体解决方案的实力 。
FreezerPick冷冻拣选方案的核心是能够优化工作环境,将货到人的拣选设置在冷藏区域。纸箱按照门店上架的顺序被输送到拣选工位。除了实现更高效的拣选流程外,拣选工人也不必长时间地暴露在极度低温的作业环境中。
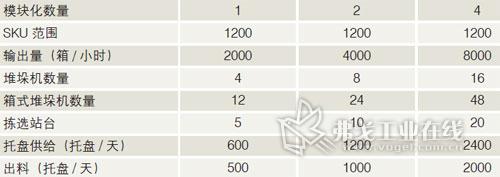
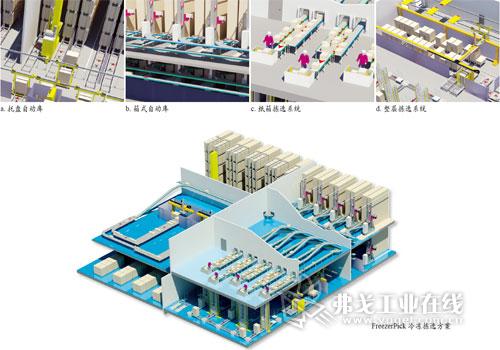
FreezerPick冷冻拣选方案适用于整箱拣选、自动码垛和以托盘为单位发货,同时可以提供完全自动化的方案。FreezerPick是基于四套不同的系统设计而成:托盘自动库(Pallet Storage)、箱式自动库(Miniload Buffer Storage)、纸箱拣选系统(Case Picking)以及整层拣选系统(Layer Picking)。创新的解决方案在运营方面更具扩展性和灵活性,可以按照客户的需求量身定制。
其中,托盘自动库(a)包含收货与货物的识别,储存与自动拆垛,其最低工作环境温度可达-28℃。货物先储存在托盘自动库内,悬挂式单轨输送系统将托盘或者传送至自动拆垛机器人拆成纸箱,再补货到箱式自动库缓存,或者传送至自动整层混合组盘区。高密度的自动化立体仓库优化了中期货物存储的空间利用率。同时,通过减少取货和拣选频次将对货物损耗降到最小。
箱式自动库(b)由一系列箱式输送机和两层箱式堆垛机系统组成。纸箱直接在箱式输送机上输送并被存储到箱式自动库,排序法则保证纸箱按照产品种类和门店上架顺序被送到拣选站台,无需使用额外的托盘,从而省去了贴标环节。采用超轻设计的箱式堆垛机,配备能量回收系统,也进一步节省了能耗。
纸箱拣选系统(c)将货到人的拣选站台设置在冷冻区之外的冷藏区(4℃~10℃)。拣选完成后,订单托盘或笼车以待发货的形式马上被送回到-28℃的冷冻环境中。这样能够保证纸箱仅在冷藏环境下停留几分钟,符合绝大多数的冷链行业规范。
整层拣选系统(d)由悬挂式托盘输送进货站台、拆包站台、快速品托盘缓存区以及整层拆垛龙门架机器人系统组成。龙门架机器人处理整层的货物并码放成托盘,订单托盘被穿梭车送至裹膜机进行裹膜包装,然后送到重力输送线的待发货区等待发货。
FreezerPick冷冻拣选方案可以带来丰厚的收益:包括量身定制的解决方案,更高的拣选效率,使用高架仓库更节省空间,优化设备和建筑尺寸可以降低能耗,精确度更高的订单履行,而且优化的工作站台和适宜的工作环境也可以降低人员的波动及健康成本。总之,无论从金钱还是质量方面考虑,这些收益都意味着更好的投资回报。
冷库系统集成方案保证食品安全
以客户需求为中心、降低成本、开发技术领先的产品和冷链(冷库)系统集成方案,保证按时、优质地供货和交付使用
食品饮料细分行业包括:肉类、乳品、水果及蔬菜、罐装饮料、酒类、速冻食品以及生鲜/速食等。近年来,食品饮料行业的零售商和消费者的需求都在发生着不断变化,具体有以下特点:零售商合并壮大,需要更及时地响应和更低廉的供应链成本。消费行为也在不断变化,直接原因是人口老龄化加剧、平均家庭成员减少、对新鲜的即食餐的需求增加以及更关注食品加工业对环境的影响。
而食品冷链物流就是要紧紧围绕食品安全与运营效率,以优化供应链及系统化管理为核心,关注人员的安全性、系统及设备的可靠性。因此,食品冷链与其他行业的系统集成方案的最大区别在于:更加关注食品的安全性,对系统的规划应符合行业及产品的实际要求;各设备应能充分满足工作环境的要求,尤其是满足在低温环境人员操作及维护的要求;关注人的健康与安全;要具有系统化管理的特点。

冷链(冷库)集成系统具有投资大、投资回报率要求高的特点,对系统的稳定性和冷库空间的利用率应予以特别关注。在此方面,德马泰克公司在全球为食品饮料行业用户成功实施了众多的冷链(冷库)系统集成解决方案,在此领域积累了丰富的经验。在中国食品饮料行业快速发展的今天,德马泰克很愿意将全球冷链(冷库)系统集成解决方案的成功经验带到中国,用成熟可靠的系统为中国客户带来稳定的价值回报。
据德马泰克物流系统(苏州)有限公司机械主管章真雄先生的介绍,德马泰克在为客户设计实施冷链(冷库)系统集成解决方案时,首要考虑的是保持食品及饮料的新鲜度和响应客户需求的及时性,而物流的速度和效率是该行业的最大诉求,其中高效动态的仓储系统及订单拣选流程是满足客户需求和确保长期利润的关键要素。
冷库系统集成方案与其他行业的方案相比,在子系统设备上要满足低温环境的使用要求,并需要在冷库环境下进行使用疲劳测试(任何经过设计更改的产品必须进行低温环境的型式试验,不能将常规产品进行简单地低温适应改造后直接应用于项目)。
在具体的实施过程中,由于冷库的特殊性,温度环境不同于一般的常温库,对设备的可靠性和易维护性有着非常高的要求。德马泰克会对每一件在冷库使用的设备进行充分的可靠性实验,以尽量减少冷库设备的维护频次和维护成本。在项目设计时,还需要考虑维护点的工作空间、适合戴手套作业的器件、选用导热性差的部件,并关注人的健康与安全等。此外,充分利用冷库空间,以提高冷库的使用效率,实现客户利益的最大化。
德马泰克系统集成方案的最大特点是使用高可靠性的设备,为客户创造最大价值。在低温堆垛机、低温输送系统、低温AGV以及低温码垛机器人方面,都有成熟、可靠的产品。德马泰克会根据客户对物流系统需求的具体情况,先进行评估和规划,将最成熟可靠、能为客户带来最大价值的系统集成方案提供给客户。
作为德马泰克的用户之一,澳大利亚可口可乐的系统集成项目由高速堆垛机、输送分拣系统等组成。项目实施以后,不仅降低了运输和配送成本、改善了客户的服务品质,通过增加拣选和发货的准确性,使托盘打包质量更好,并减少了产品的损坏率。该项目充分满足了可口可乐公司在新南威尔士州的供应链要求。
德马泰克的另一冷库系统应用于美国印第安纳州印第安纳波利斯十字路口农场,该项目由堆垛机、立体货架、输送系统以及码垛机器人等组成。该系统主要特点如下:运行在-12℃~-17℃的低温环境;无需手动码垛;每分钟处理托盘45个(16h/天);提高产品质量和工人的作业安全;减少了在苛刻冷冻环境下作业的人员编制;可以处理多种托盘尺寸。
立体自动仓库实现可乐生产存储一体化
立体自动库实现了饮料的自动出入库及库内物权转移,也实现了含气和不含气饮料生产存储一体化
为了应对当今物料搬运挑战的日益复杂,越来越多的不同行业的生产企业都开始重视优化生产效率和配送控制。在这一需求的促使下,能够缩短提前期、提高交付精确性、支持EDI(电子数据交换)、迅速反馈和管理货物的立体自动仓库系统正在得到越来越多行业用户的青睐,如电子、医药、食品饮料、运输和仓储等。

立体自动仓库是设备和控制功能的组合,用于快速、精确地搬运、存储和检索物料。可以使您能够相对简单地手动控制拣选机在较小的存储空间中操作,也可以使用电脑控制的集成到复杂制造和配送流程中的完全自动化系统。立体自动仓库用于精益库存的管理非常有效,其使用户能够节省空间、提高效率并确保库存控制。
作为大福公司的重要客户之一,大福公司一直致力于满足可口可乐装瓶厂的特殊需求。可口可乐装瓶厂作为大福公司的长期合作客户,对于大幅公司的立体库一直有着很高的评价。杭州中萃是可口可乐策略合作伙伴太古饮料下属在浙江省的装瓶厂,由大福公司为杭州中萃承建的自动立体库,在2011年10月底交付使用,其占地面积约为6000m2,拥有20015个库位,该自动立体库的建成,一方面实现产品的自动出入库及库内物权转移,库存上限管理等特殊要求,另一方面实现可口可乐含气和不含气饮料产品与生产系统的无缝连接,生产存储一体化。

杭州中萃立体库是大福与可口可乐装瓶厂在中国合作的第2个项目,该立体库拥有7台堆垛机、1台升降机、4套输送机以及1套WMS软件,货架高度为25.1m。
作为杭州中萃的中央仓库,其南侧入库实现自动仓库与果汁生产线无缝连接,不含气饮料产品自动化入库,其北侧入库在将来会实现杭州中萃生产的含气饮料将全部自动化入库,南侧出库则实现杭州中萃DC含气及不含气饮料产品出库,北侧出库实现代加工含气饮料及不含气饮料产品出库。而物权转移则是通过先进的WMS仓库管理系统,进行库内无移动物权转移,进行物权转让。
杭州中萃立体库的优势是,采用高层货架存储、巷道堆垛机作业,充分利用仓库的有效面积,使货物存储集中化、立体化,从而节省劳动力,减少占地面积和降低土地购置费用。
实现仓库作业机械化和自动化,能大大提高工作效率,在有限的空间内集中储存货物,便于进行温度和湿度的控制。利用计算机进行控制和管理,作业过程和信息处理迅速、准确、及时,可加速物资周转,降低存储的费用。
先进的立体自动仓库已经成为食品饮料企业不可或缺的强力后盾,走在行业前端的大福公司在此方面做出了很好的榜样:在完成客户要求的前提下,为客户提供合理的解决方案,并为客户提供优质的售后服务,在完成一个项目后,大福会派出技术人员帮助客户更好地使用其产品,并且随时准备为客户提供产品的维修。在完成不同客户的不同要求中成长,相信大福公司在自动立体库方面还会带给行业更多的成功案例。
与冷链物流有关的那点事儿
把冷链物流引入到生产仓储、运输等全程冷链的每个环节,才能让百姓受益,让食品安全
江伟先生 安得物流股份有限公司 冷链物流公司高级营销经理
“冷链”这一概念是随易腐品行业发展而产生的。我国于2006年出台的国家标准《物流术语》将冷链定义为“根据物流品特性,为保持其品质而采用的从生产到消费过程中始终处于低温状态的物流网络”。随着人们对食品,尤其是生鲜、易腐品质量要求的不断提高,物流业务及硬件供应商对冷链的关注也越来越多,一些大型物流公司相继成立了冷链技术中心。
冷链断裂 百姓迷茫
本人从事食品、冷链物流10多年来,尤为欣慰是近年来“冷链”这个被食品安全专家呼唤了多年的行业正在发生可喜的变化。随着2009年《物流调整和振兴规划》的颁布与《食品安全法》的正式实施,社会对冷冻食品、冷链产业的发展提出了更高要求,国内相关企业对冷链全面管理也进入越来越现代化的进程。
但与此同时,由于经常与冷库、商超、食品公司打交道,也看到其冷链管理依然存在一些问题。由于社会基础建设薄弱,对于冷链物流的理念和教育滞后,政府相关管理部门对于全程冷链教育缺乏应有的认识,相关产业链上下游企业多数也没有相关的冷链培训,冷链人才缺乏、管理混乱造成断裂的“冷链”没能全面为百姓造福。
记得一次在北京某一超市购买酸奶时,竟发现其超市冰箱没有插电,虽然有助于“低碳”,但这大大影响了酸奶的品质和食用安全。另在广州的一些小区超市里,会存在冰柜盖子不严,导致出现速冻食品变软,雪糕软化后又复冻的现象。究其原因,老百姓对冷链、冷藏概念非常欠缺,虽然国家已重视,但老百姓关注度不够,尚未意识到“冷链”中断会直接危害自身健康。另一方面,中国冷链物流发展落后,业内企业意识不强、设备落后,这些都亟待建立先进的全程冷藏控温管理等制度。
此外,我国肉制品冷链物流也存在问题。目前,国内大约90%的肉类基本上是在没有冷链保证的情况下进行运销,除外贸出口部分外,肉制品冷链的第三方物流水平十分滞后。很多小型企业的冷链物流多由生产商和个体经销商完成,由于条件受限这一环节出现各种问题,如经销商或批发商的冷库小,只有一扇门能进出货,当产品卸货到仓库时,产品经常暴露在常温状态下;由于肉制品原有设施陈旧,加上供应链上下游之间缺乏整体的规划与协调,无法为肉制品流通体系提供有效的低温保障;由于缺乏完善的冷链意识,使服务网络和信息系统不够健全,以上均在相当程度上影响了我国肉制品产业的健康发展。
健全冷链业的关键因素是要把“从农场到餐桌”全程的各个环节有机联系起来。完整的冷链不仅要有良好的制冷设备,更需要在整个供应链内建立起有效的全程管理机制,雇佣优秀的冷链从业人员,为全社会宣传正确的冷链观念,使老百姓真正认识到冷链食品安全的重要性。
冷链运输并非冷链物流
多年的从业经验,让本人发现目前我国绝大多数冷藏物流供应商提供的只是冷藏运输服务,并非完全意义上的冷链物流服务。
第三方冷链物流供应商主要是以提供简单的货物管理、搬运和定向运输等业务为主,冷库与物流属于不同业务,很少有物流企业能够提供全面、综合、集成的冷链物流服务方案。目前,第三方冷链物流存在的问题,如从业人员素质不高,上岗人员缺少专业冷链物流管理经验,无法认识“断链”的危害,从而造成冷链物流公司基层员工散兵游勇,第三方冷链物流发展滞后,物流服务网络覆盖有限,以及物流信息系统建设缓慢,冷链物流的质量、准确性和及时性都难以保证,一方面产生了较高的冷链物流成本,另一方面又无法避免较高的商品损耗率。因此,很多生产厂家鉴于对冷藏物流业务外包后产生安全问题的担心,而只能自行经营,或部分、区域性的业务外包。
其中,企业自营冷链物流占到物流总量的80%,约20%的物流通过第三方来实现。这就在一定程度上阻碍了第三方冷链物流的发展,使其无法实现全程冷链的概念。企业对于成本控制的严苛也让第三方冷链物流得不到长足、有效发展的机会。因此,如何有效地把自有的物流体系合理嵌入到生产企业的物流体系中,与其共同发展,是未来从事第三方冷链物流企业应该认真思考的课题。
综上所述,未来我国冷藏运输行业,应加强对温度控制设备的投入力度;加大对专业冷链物流管理及操作人员的培养力度;冷链物流专业院校,应尽快建立完善的冷藏物流供应链管理与服务保障培训内容。政府必须主导制定相关的法律法规,加大宣传力度。冷库单位则要对装载运输工具加强出入库安全管理,商超及大小超市企业的所有冷冻冷藏设备要有专人负责。


















获取更多评论