案例 | 数智升级,赋能精耕,福莱瑞达为食品饮料供应链打造新生态
一个是闻名遐迩的食品饮料业巨头,一个是引领行业的智慧物流服务商,你可知道他们将发生怎样的碰撞?

娃哈哈集团创建于1987年,旗下拥有AD钙奶、营养快线等王牌单品,并连续多年登上全国工商联发布的“中国民营企业500强”榜单。时至今日,该集团累计销售额达8601亿元,拥有81家食品生产基地并持续壮大。


高速发展之下智能化改变势在必行
伴随着食品饮料行业市场内需与竞争态势的不断扩大,娃哈哈集团将智能制造作为企业战略之一,在原有智能化生产工艺的基础上,建设接近“未来工厂”的智能化生产工厂,同时这一战略也为智能化系统升级带来新一轮的挑战。

强强联合 高效、迅速、精准赋能管理
经过多方评估与考察后,娃哈哈集团选择与福莱瑞达联手,借助其集成化的智慧物流解决方案,为超级未来工厂打造一套自动化系统——其核心是基于生产和订单驱动的自动化存储系统,高效、迅速、精准的使仓储管理得以实现。
01. 高效存储 自动化四向穿梭机器人系统威力凸显
为提高仓库空间利用率,福莱瑞达自动化四向穿梭机器人系统充分利用垂直空间,搭建数万多个货位,满足客户对高密度存储的需求。
该物流系统包含智能四向穿梭机器人系统、托盘自动输送系统、仓储管理系统(WMS)以及监控调度系统(WCS)。智能立体库库出入库处理能力达到220托/时,通过系统软硬件的高效结合,实现产品出入库的无缝衔接,保障饮料的快速周转供应。

02. 细节定成败 环环通向自动化之路
针对娃哈哈集团提出的诸多细节要求,福莱瑞达环环把关,确保自动化物流系统准确管理码垛、上架入库、货物出库、货物装车的所有环节。
收货:外部货物到货后,人工扫码并绑定托盘,机械手码垛后,通过输送线体,经过外形、称重检测成功后,由四向穿梭机器人自动入库。
拣选:使用货到人拣选系统,拣选完成后,通过AGV小车输送至发货暂存区。
成品出库:福莱瑞达系统按照订单要求,选取相应的托盘货物,通过四向穿梭机器人系统自动出存储区,再由AGV小车输送到发货暂存区。

03. 自研核心配套产品助力企业构建竞争优势
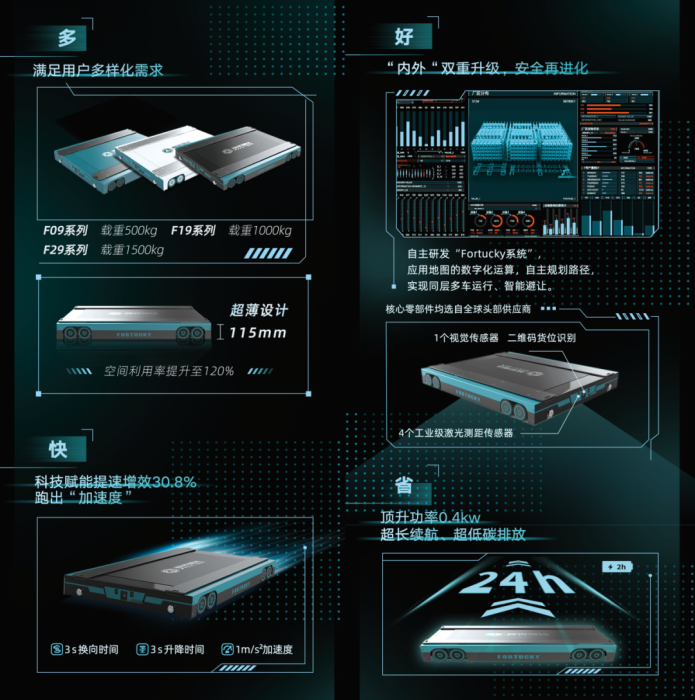
该项目采用福莱瑞达自主研发的超薄115mm四向穿梭机器人,车身可载重1500kg的货物,换向时间3s,升降时间3s,空载加速度达到1m/s²,运行效率较市场一般穿梭机器人提升30.8%。
软件层面,福莱瑞达自主研发了一套仓库自动化系统,可以通过参数配置、插件增减灵活地实现WMS、WCS、数字孪生、SCADA等功能,且可与福莱瑞达其他产品和方案无缝集成,满足娃哈哈集团的实际业务需求,助力娃哈哈集团构建起企业竞争壁垒,实现内部高效精细管理和外部供应链的协同。

用心打造 只为客户受益
秉承“客户至上,服务第一”的理念,福莱瑞达为客户研制的一套运输安全、标准合格、运行稳定、性能可靠的自动化物流系统,为娃哈哈集团提升核心竞争力打下了坚实基础。
· 降低人工成本
仓储管理自动化程度越高,传统人工的需求就越少,福莱瑞达打造的全自动化产品出入库作业流程,能够减少80%的人工成本。
· 增加仓库存储量
近年来随着土地和运营成本的上升,单位面积的存储能力成为了衡量仓储系统的核心指标之一,本项目通过提升仓储空间利用率,实现了相较于传统库容提升近1倍。
· 高自动化,高进出库
该项目在采用智能立体库系统后,实现了仓储作业的无人化、高度自动化作业,使企业进出库能力最少提升60%。
作为引领行业前沿的仓储物流系统集成商,福莱瑞达一直奉行“客户至上、服务第一、质量第一”理念,期待以强大的软硬件集成能力,赋能中国供应链,把自动化、智能化的内部智慧物流解决方案带给更多的客户。
文章来源:福莱瑞达
图片来源:福莱瑞达
转载平台:微信公众号
责任编辑:朱晓裔
审 核 人:李峥
热点文章
-

捷象灵越与极智嘉达成深度合作,共拓全球托盘自动化市场
2026-06-17
-

破解窄通道仓储困局,林德电动拣选叉车助力某全球汽车行业客户物流升级
2026-06-18
-

廿夫何惧,一脊擎天——凯乐士科技VFR-CL4的“骨骼”有多强?
2026-06-16
-

【视频】兰剑智能中盈医药项目
2026-06-16
-

鸿基始创 骏业日新|英特诺亚太创新枢纽正式落地苏州
2026-06-22
-

实效化管理的落地应用
2026-06-23
-

零接触物流的集成技术实践
2026-06-23








评论
加载更多